


It is absolutely essential to capture the proper degree of kernel processing and chop length in corn silage. Processing kernels through the roller mill affects the degree of starch digestion, while setting the theoretical length of chop (TLC) impacts particle length needed for proper rumination.

While planning for fall’s corn silage harvest, take time now to read through this checklist for the silage harvester to ensure your corn silage is properly processed.
Readying the forage harvester
Ensuring good kernel processing starts several weeks prior to the actual harvest by making sure the entire chopper is in good condition – especially the chopper knives and roller mill. Nicked knives and worn shear bars should be replaced to prevent uneven and shaggy chop lengths.
Check the entire length of the roller mill for wear on the teeth; uneven wear may prevent narrowing of the roller gap because – with many hours of operation – the outer edges of the rollers may touch, but an undesirable wider gap may exist in the middle.
Replace the rollers if they show signs of wear, although retooling services are available at some machine shops. As a thumb rule, at 400 hours of use, plan to inspect the roller mill again for wear.
The integrity of the working parts and hours of use are contingent on types of soil and other environmental factors. Corn grown on sandy soil where wind is quite common will cause more wear and tear on the roller mill, thus shortening its life. Roller size, the number of teeth per inch and more aggressive differential speed options also affect the life of a roller mill.
After inspecting the chopper head and roller mill, set the gap setting between the rollers; it should measure 1 to 2 millimeters to ensure it cracks all the kernels. To check this, use a dime (1.2 mm wide): If a lot of excess space exists between the rolls and the dime, tighten the gap.
Next, set the TLC at ¾-inch, which is longer than the typical ⅜- to ½-inch setting for non-processed corn silage. The feed roll speed determines TLC; slowing down feed rolls produces a shorter chop length because less forage is pushed through the chopper drum per unit of time.
This results in fewer tons-per-hour chopper capacity, requiring longer time to chop and adequately process the crop. However, the extra time offers favorable payback during feedout of well-processed, high-quality corn silage, which leads to greater milk production and profitability.
Variables affectcorn silage processing
All brands of harvesters (with processors) in good working condition can achieve well-processed corn silage provided attention is given to the nature of the crop harvested. The grain-to-stover ratio of the crop determines how much grain is moving through the roller mill.
The higher the grain content, the greater the need for more aggressive processing. Sometimes that means shortening the TLC to achieve better kernel processing of high-starch corn silage going through a properly adjusted roller mill.
Harvest moisture also affects kernel processing because the lower the moisture content, the higher the starch content. A rule of thumb is this: Decrease the TLC setting as you harvest drier corn. This may lower effective fiber, but it will ensure adequate packing of drier forage in the silo.
If feed roll and roller mill adjustments are not producing expected kernel processing results, then inspect the differential speed of the roller mill. Proper corn silage processing involves having the upper roller run faster than the lower roller. Ten to 15 percent differential speeds are quite common among the various manufacturers.
When processing expectations are not met, consider installing a smaller sprocket on the upper roll to create differential speeds in excess of 20 percent. In response to the needs of some dairymen, some manufacturers have engineered roller mills to accommodate a 30 to 50 percent differential speed. Of course, despite all of the above suggestions, it is best to refer to the manufacturer’s guidelines for specific adjustment settings.
Monitor corn silage processing
A scientifically validated sieve test (known as the Ro-Tap system), which measures degree of kernel damage in corn silage, is offered by several forage testing laboratories. This procedure produces the corn silage processing score (CSPS) value and is based on the percentage of starch passing through a 4.75 mm sieve as a percentage of total starch in the sample. Below are the CSPS interpretation guidelines for the Ro-Tap system.
- Less than 50 percent = inadequate
- 50 to 70 percent = normal
- 70 percent = optimum
Dairyland Laboratories Inc. summarized CSPS values for 2009 to 2014 silage samples and broke the findings out by low, average and high starch levels as shown in Figures 1, 2 and 3. What is apparent is that lower-starch corn silage has a higher percentage of inadequate CSPS values. This contrasts with higher-starch corn silage, which shows a lower percentage of inadequate CSPS values.
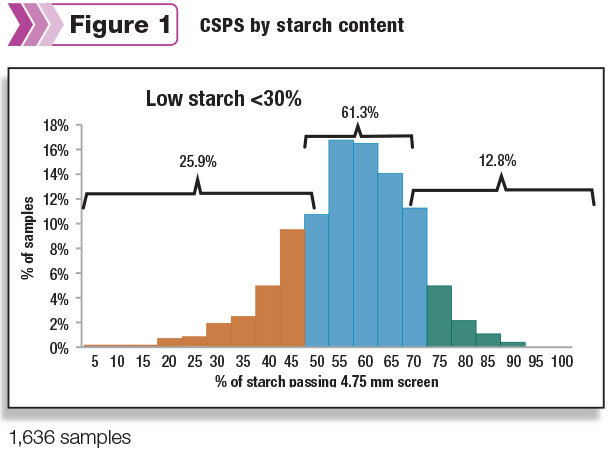
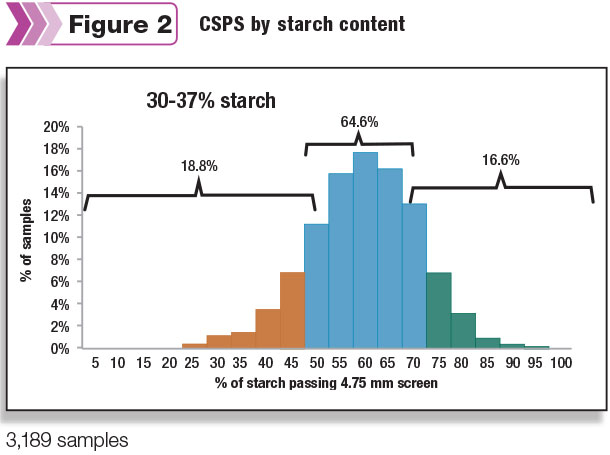
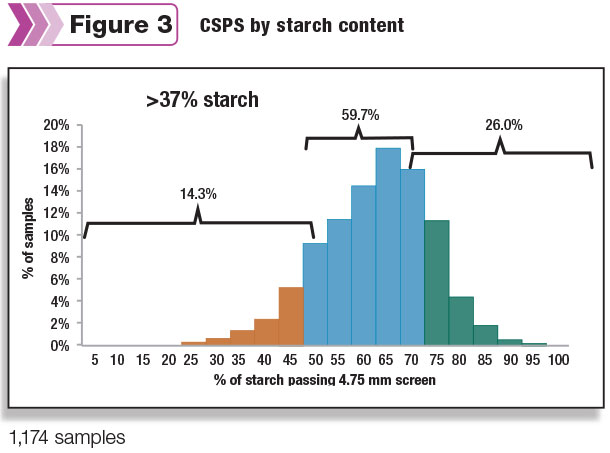
These differences in CSPS values likely exist because we know that as maturity advances with declining moisture levels, starch deposition increases. This results in drier kernels that the roller mill more completely fractures into small particles.
Another consideration is that at higher moisture levels, and with less starch and more stover, a larger percentage of the kernels may become protected against damage within the stover; this results in less-than-ideal kernel processing.
A final consideration may be that as farmers and custom-chopper operators harvest less mature corn silage, many may not be as concerned about ideal processing and will open up the roller mill for a less aggressive kernel processing score (KPS).
The data graphs also show that although many producers meet KPS goals, room for improvement exists on roller mill settings to achieve optimal kernel processing.
While the CSPS is an excellent test, the hectic corn silage harvest season doesn’t permit the time required for CSPS determinations to ensure the harvested crop has proper KPS and TLC values. We suggest establishing a field monitoring system during harvest to determine the degree of success processing kernels.
Managers of silo-filling operations can inspect loads of forage for kernel damage. If adjustments are required to improve processing, the chopper operator can be immediately notified about the need to adjust the processor.
Processing effectiveness may change from field to field and from day to day, so it is critical to monitor kernel processing throughout the entire silage harvest. During harvest, check samples at least once a day and whenever the chopper operator switches from one field to the next. In some cases, producers inspect every load coming to the silo for the degree of processing.
Most dairy operations pay a great deal of attention to their business management decisions, aiming to produce milk in the most efficient manner and at the highest level of profitability. Achieving well-processed, high-starch corn silage is a key component that defines high-quality corn silage. This permits supplemental grain reduction in the ration, and thus ration cost savings.
It makes good business sense that the dairy operation inspects the kernel processer and chopper settings before harvesting. This helps to ensure well-processed, high-quality corn silage for achieving maximum milk production. PD

-
Bill Seglar
- Veterinarian/Nutrition Specialist
- DuPont Pioneer
- Email Bill Seglar
Counting corn kernels
Using a 32-ounce cup, harvesters can quickly and simply check the degree of processing in the field; in fact, this tool is used by forage experts around the world.
To use this technique, first collect a 1-liter (32-ounce) cup of chopped forage for field analysis.
Next, spread out the collected sample on clean ground and sift through it, counting all kernels that are half or larger kernels. No more than two whole or half kernels should be counted per sample; obviously, each kernel needs more than a nick; each kernel needs to be completely fractured.
The actual kernel number can be agreed upon by the dairy farmer and chopper operator; however, in all cases, the count should never exceed a total of four half and whole kernels.
It’s important to note that the monitoring cup wasn’t developed to quantify the degree of kernel processing like that of the laboratory Ro-Tap system. However, using the monitoring cup is an oft-employed technique by silage managers who understand they can successfully check for more aggressive CSPS. PD




