


Is your total mixed ration (TMR) uniform? Ever question if all forages, grains, protein feeds, minerals, vitamins and feed additives are evenly combined in a single feed mix? Ever question if your ration could be holding back production?
When a California dairy recently purchased a new vertical feed mixer, the dairy’s nutritionist requested a TMR audit. Why? For two reasons: to confirm the TMR’s uniformity and to establish a point of comparison.
It’s not uncommon for TMR audits to reveal a handful of small things that cost up to a half-pound of milk production per cow per day. The fixes, typically inexpensive, frequently involve easy changes.
The TMR audit
The day before the California audit, I visited the dairy to learn the lay of the land: feed times, pen arrangements, commodity bay setup, etc.
The day of the audit, I arrived at 5:30 a.m. and began pulling samples from the high-cow pen. They receive the most feed. Twelve samples were pulled from a single load. Another 12 samples were pulled from a second load.
Using the Penn State shaker box, TMR variation is quantified from the beginning to the end of each load. TMRs can only work as well as the mixer.
In addition to analyzing forage and particle size, the box’s particle separator helps monitor feedbunk sorting and helps troubleshoot feeding, metabolic or production problems. The amount on the middle sieve should be approximately 45 percent to 65 percent of the total.
Liquid considerations
Liquids, such as whey, molasses or water, must be added uniformly. If not, some TMR samples will weigh heavier due to water weight. The difference will appear in the shaker box as the fractions – top, middle, bottom – change from the beginning to the end of the load.
To even out water dispersion, a manifold is used with three or four openings that spread the water over the load some seven to eight feet. The manifold can be as simple as a pipe with holes cut into it and attached to whatever introduces the liquid.
Uneven liquid dispersion also can reflect insufficient mixer maintenance – for example, dull knives or kicker box problems, or a mixer on an uneven surface. Liquids flow downhill for uneven mixing.
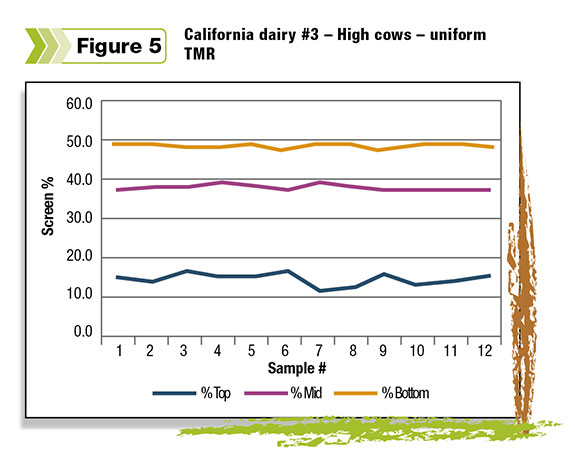
When the Penn State shaker box test produces a very narrow coefficient of variation, the TMR is uniformly mixed.
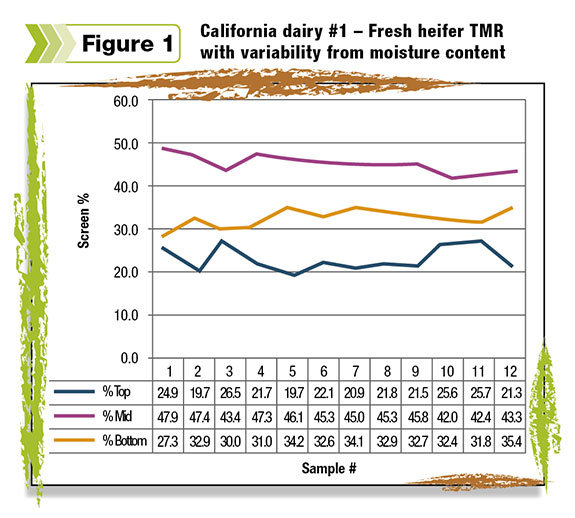
In Figure 1 , the pink and orange lines (middle and bottom layers) are mostly straight, but they angle and would converge, an indication of a moisture problem.
As the percentage of material in the middle screen decreases, the percentage in the bottom screen increases due to poor water dispersion.
The fine particles are picking up water and weight.
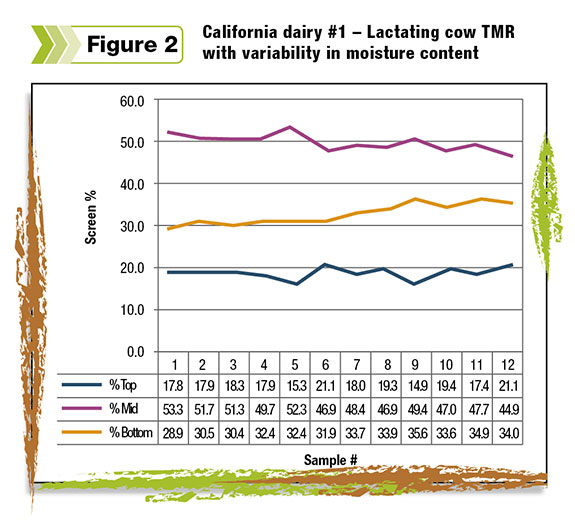
In Figure 2 , the top line shows the percentage of moisture varying from 44 percent to 53 percent.
That is nearly 100 lbs as-fed, for a difference of nearly 10 lbs of dry matter. Does this matter? Would the cow compensate by eating more?
That depends upon how much feed goes into the bunk and how much feed time she has.
She may not be meeting her body’s dry matter needs. When the TMR is uniform, her body’s needs are met.
The cows’ own habits can work against them.
Typically, cows find a place in the pen they like and lock up in approximately the same area each day.
They may not realize a TMR problem exists or that they should vary where they eat to meet their dietary needs.
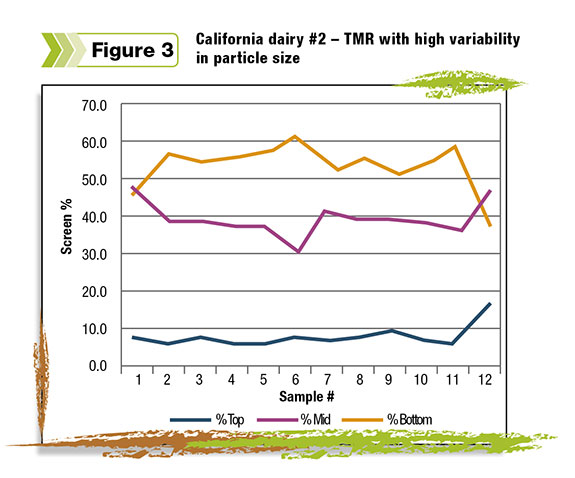
Particle size also matters. Significant differences in particle size in the TMR caused variability in the 12 samples per load in Figures 3 and 4 .
With both figures, the coefficient of variability
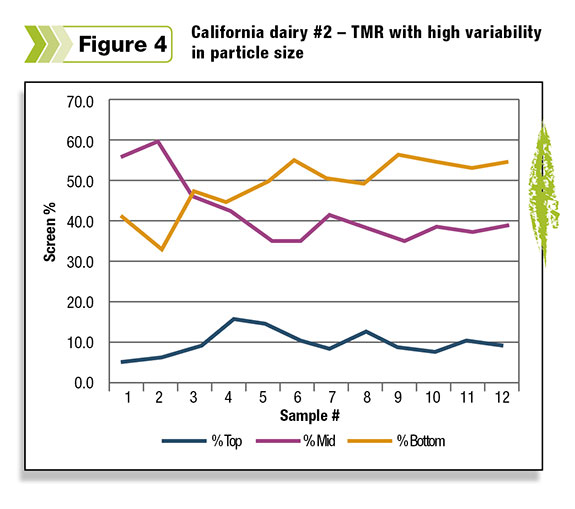
was high, in the teens and 20s, a negative indicator.
Bunk management evaluation also includes confirmation that feed is being laid down in an even row from the bunk’s beginning to its end.
Each cow should have access to the same amount of feed. This morning, the cows had been locked up for 1.5 hours before feeding.
Unfortunately, the feed ran out before the last cow was fed. A big deal? No. An opportunity for improvement that can make a difference over time? Yes.
With a TMR audit, the silage bunker’s face management also is evaluated and recorded in
pictures.
The temperature of wet ingredients is taken, ingredients such as wet distillers grains, brewers grains, citrus pulp, rejected pomegranates, plums, tomatoes and carrots.
A high temperature indicates secondary fermentation.
Confirm response
Within two weeks of the dairy completing its recommended changes, I returned to pull samples and confirm that the TMR is uniform. If it’s not, I identify the cause.
Having now pulled samples from more than 160 loads, I’ve gained a few insights. These include:
1. Use TMR audits as a management tool for identifying TMR variation, causes and corrections.
2. Check ration uniformity using the Penn State shaker box, another valuable management tool.
3. Visually observe rations in the bunk. If the TMR doesn’t look uniform – chunks of hay, valleys of corn, silage not mixed in, etc. – it probably isn’t.
4. Make a point of climbing up on the mixer and looking in. Does everything look OK? If, for instance, twine from large round bales is wrapped around the spindles, mixing will be affected.
When done feeding, how much feed remains? There should be little to none. If the mixer contains 1,000 to 1,200 cubic feet of feed (500 to 600 lbs), twice that amount could be affected unless you start the next day by mixing the same diet you ended with the day before.
If you change, e.g. from high cows to fresh cows or from close-up cows to high cows, the next load will be wrong and can cause problems, e.g. milk fever in close-up cows because the DCAD is off.
Feeders may not want to cause wear and tear by revving up the wagon and slinging out the last of the ration. Yet, when switching between groups of cows or finishing for the day, doing so may be justified.
5. Overfilling the mixer can create huge problems. It might be tempting as a way to get done sooner, but the ration and the cows pay a price. I have stood on the commodity pad and seen feed mounded 2 feet over the top.
The mixer was 110 percent full. The feed at the top didn’t move when the mixer ran; it just shook back and forth. As the wagon unloads, the overage gets mixed in but contributes to TMR variation.
When using mixer wagons, we recommend to never run them less than 40 percent of capacity. Ideally, mixer wagons should be 70 to 90 percent full for uniform mixing.
Summary
Consider TMR audits a valuable management tool. Thorough, properly conducted TMR audits can assure the dairy’s team that feed mixing and delivery are on target and supporting an efficient, high level of production. PD
John Miller
Regional Sales Manager
Diamond V







