


The following article is the second in a series of three regarding direct tanker loading systems. Click here to read the first article by Earl Biggers in the November 1, 2011 issue of Progressive Dairyman. In a previous article, we provided an overview of some of the criteria a producer should consider when planning for a milk cooling and storage system for the farm. Probably the most significant factor in deciding whether or not to go with a direct tanker loading (DTL) system, is the requirements of the actual market (or plant). After all, installation costs are meaningless if no processor is willing to accept DTL shipments. In this article, we will take a closer look at those market considerations.

Plant benefits/disadvantages
DTL shipments have the disadvantage of potentially stratified butterfat. The longer the trailer is stationary, the greater the stratification. For some plants, this can be a deterrent.
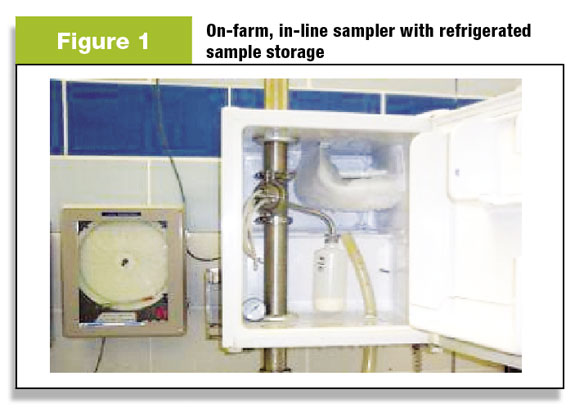
The plant would need to invest in an agitation system or an inline sampler to get an accurate measurement of butterfat and other milk components. Both of these options have costs associated with them; for this reason, some plants simply choose not to accept DTL milk.
• Fewer pumpings and handling
The milk from a DTL farm undergoes one fewer pumping because the milk never goes into a bulk tank, but goes directly from cooling plates to the tanker-trailer. Less handling of the milk may enhance the quality but it does not have a quantifiable, monetary value.
• Chart weight vs. scale weight
With conventional tanks, the producer has a calibration chart that provides an immediate calculation of the milk in the tank. For the DTL farm, the plant (and producer) is dependent on the accuracy of a meter or the accurate scaling of the trailer. In winter, accurate scaling of trailers can also be complicated by exterior road ice.
Hauling considerations
• Distance to market
Distance to market will influence the number of trailers required to service a farm. For example, some parts of the country may have multiple plants in close proximity to many dairy farms. In some cases, the plant is almost next door.
Obviously, this reduces trailer turnaround time and enhances trailer efficiency. Conversely, other dairy producers may be hundreds of miles away from the nearest plant; then the DTL farm will require more trailers to allow for road time.
• Plant receiving hours
Also impacting trailer utilization are the receiving hours for the market of choice. Limited receiving hours at the plant could increase the number of trailers required, which could increase the hauling charges to the producer.
• Hauling services available
This is a very complex topic. In any given area, there can be radical differences in hauling services available. In some areas, a producer could have multiple contractors or companies vying for the farm’s hauling business.
In other parts of the country, the producer may have just one hauler available. Regardless, the producer needs to have a good understanding of what’s available and the different hauling rates before making the capital investment.
Sampling issues
• Sample accuracy
Dairy producers are paid (and processors are billed) based on the components of the raw milk. As previously discussed, this can be a challenge for DTL tankers. Accurate sampling is also essential for antibiotic testing, which is typically done at the processing plant.
Some states require that the plants agitate the load, but this is currently an ambiguous area in milk handling. At some plants, agitation takes on the form of an aggressive, physical stirring of the milk with a pneumatic-powered agitator.
Other plants bubble in pressurized air for a prescribed time period, and still other plants do nothing, assuming that the road travel has provided sufficient agitation. In this author’s opinion, the only definitive method to assure a representative sample is to use a drop-in paddle agitator in the receiving bay.
• For the DTL farm, bacterial quality is dependent on trailer washing
Traditionally, the bacterial quality of the milk sample was entirely dependent on farm conditions. Certainly the quality can be compromised later, but at least the milk was of a determinable bacterial quality before it left the farm. It is substantiated by the sample pulled from the farm tank at the time of loading.
In the case of a DTL farm, the bacterial quality of the producer’s sample is impacted by the cleanliness of the tanker, since the “producer sample” may be pulled at the plant. In most situations today, the tankers are washed at the plant and are therefore dependent on the quality of washing done at the plant.
Old or cracked tankers can also be a washing problem that can impact the producers’ quality premiums. Essentially, in the DTL system, the producer’s net price can be impacted by quality and cleanliness of the trailer, which may be beyond the control of the dairy producer.
 • With DTL, sampling on the farm requires a drip sampler
• With DTL, sampling on the farm requires a drip sampler
It is questionable whether a producer with a DTL system is able to obtain a representative sample to test from the tanker before it leaves the farm unless he has a drip sampler.
It is common practice on many dairy farms with bulk tanks to do antibiotic testing before the load is pumped onto the trailer.
With DTL, the tanker is typically sealed and inaccessible until it reaches the processor. That is a strong argument for the producer spending the extra money for an inline drip sampling system at the farm.
Other producer considerations
• Producer’s long-term plans at this facility
Long-term plans for the facility will certainly impact the cooling/storage system selected. Some producers may intentionally choose to keep herd size under the 1,000 animal units in order to avoid EPA CAFO regulations. For other owners, continual expansion is a given. While the current facility may not justify a DTL system, it may be designed to accommodate the addition of DTL at a later time.
• Equipment dealer backup/expertise
Conventional bulk tanks have been around for many years. Their refrigeration systems are not all that different than refrigerated grocery cases or other common, commercial refrigeration applications.
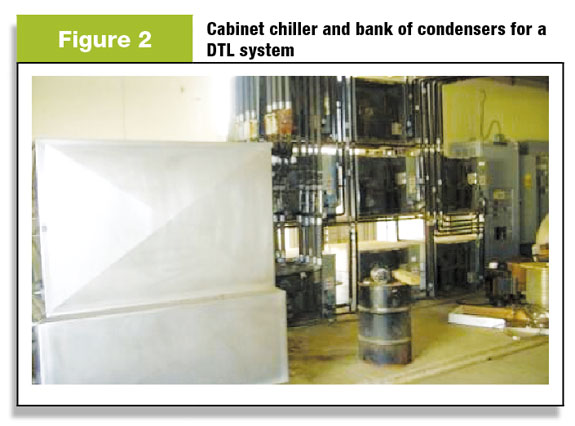
DTL systems are more complex and more closely resemble the specialized refrigeration equipment one would see in an ice cream or dairy plant ( see Figure 2 , above left.) For that reason, qualified service technicians (and repair parts) may be many hours away from the farm.
In most installations, the DTL system has no “backup.” All milking that occurs during a refrigeration failure is destined for the waste lagoon and will continue that way until the refrigeration plant is repaired – the more distant the service personnel, the greater the milk loss.
Conversely, conventional bulk tanks do provide some level of backup. Having multiple bulk tanks on any farm provides immediate redundancy. Should one tank fail, the working tanks still remain. A DTL system has no such redundancy.
• Coordination with the hauler
With conventional farm tanks, the hauler typically stops on a routine schedule. A farm using a DTL system may result in filling trailers at some interval other than 24 hours and will likely necessitate closer coordination with the hauler.
• Downtime for tank washing
With conventional farm tanks, the farm manager must factor in downtime for tank washing. Most tanks require about an hour to wash.
• Lagoon water
A benefit of the DTL system is that the trailers are washed off the farm. The DTL system eliminates one whole step in the storage process, resulting in one fewer tank to wash. With conventional tanks, all tank-washing water and the milky residue end up in the producer’s waste storage system.
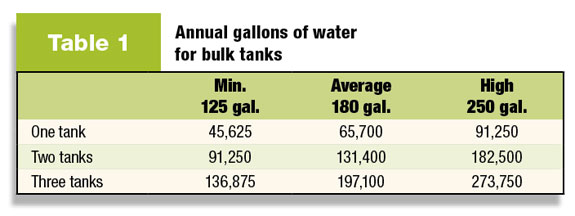
This is wastewater that requires storage and eventual disposal by the producer. The volume of that wastewater is estimated ( see Table 1 ).
The milk film alone remaining on a 6,000-gallon bulk tank can amount to about 60 pounds per tank load.
While this is a miniscule loss to the processor, it ultimately ends up as an additional organic load for the producer’s wastewater system. Sixty pounds multiplied by 365 days equals almost half a tanker load of milk per year.
• Energy requirements
From a carbon footprint/total energy use perspective, a DTL system will generally require 20 percent more energy for cooling. This is due to the two-step (milk to glycol, glycol to refrigerant) cooling process that is inherently less efficient. However, a comprehensive comparison of energy usage requires more study that goes beyond the scope of this article.
• Transfer of ownership of the milk
Some ambiguity remains as to when the change of ownership of the milk actually takes place. This question can become contentious in cases of quality issues such as antibiotic contamination, bacteria or any other problem that could cause rejection at the plant.
There needs to be a clear understanding among the hauler, the buyer and the producer, as to who owns the milk and when.
Ownership of the milk also has implications from a regulatory standpoint. Raw milk is tested for antibiotics at the first receiving location. This is a concern for all producers and why they must have a clear understanding of their potential liability.
In a final article, we will consider the economic aspects of milk storage. PD
Click here to email an editor for references which have been omitted due to space.

Earl D. Biggers
DRMS Manager
Price Risk Management




