


Almost three years ago, I started this column with a basic CIP (clean-in-place) process overview. Since that first article, I’ve lectured repeatedly about the basics of milking equipment cleanliness and proper functionality. Yet, during the past three years, I continue to see the same CIP challenges, over and over again.

Albert Einstein once said that the definition of “insanity” is doing the same thing over and over again and expecting different results.
This article is based on a dairy producer who, for “complicated” reasons, declined to put our recommendations into action. He knew he had serious problems with bacteria counts and figured he was losing nearly $500 per day in premiums, yet he chose to continue with his current CIP program and hope for better results down the road.
It made me think of fishing with my dad when I was younger. When I was about 10 years old, I hooked a big Muskellunge, the type and size of fish that anglers dream of catching. While carefully reeling it closer to our boat, my dad repeatedly said, “That is a big fish.”
Then the Muskellunge thrashed hard against the boat and the line snapped. I was so devastated, but my dad said, “Get your head up and your line quickly back in the water. You may just catch him again.”
Let’s back up
This story began in June when we visited the producer’s 1,200-cow dairy. Since typical causes of high bacteria counts include improper cleaning of milking equipment, inadequate milk cooling, a mastitis problem or some combination of these challenges, we were called in to evaluate everything from udder prep to CIP performance.
Sometimes the problem is relatively easy to locate and remedy, while other situations require more effort.
Within minutes of arriving, we noticed that the dairy’s sanitation program wasn’t getting the milking equipment clean. The biggest indicator? Milk deposits in the receiving jar.
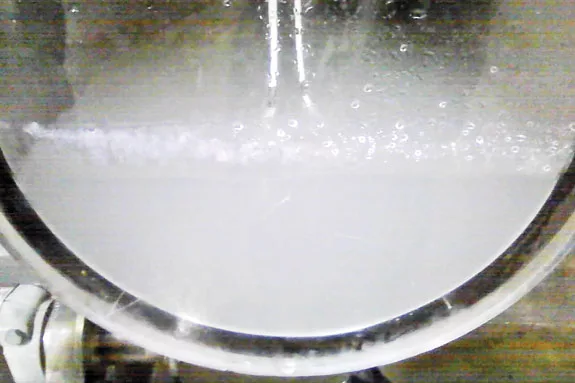
Check out Photo 1 – we took this photo of the receiving jar during the end of the one (and only) pre-rinse phase at the farm. The water should be clear, not cloudy. Also, note the milk deposit line at the top of the water.
Milk deposits or soils, which challenge milking system cleaning, include proteins, microorganisms, minerals, sugars and fatty acids. It is believed that today’s high-producing cows create six different types of fatty acids, causing additional cleaning challenges.
If done properly, the CIP process attacks each of these areas, starting with the pre-rinse phase. This phase should remove about 95 percent of milk soils.
During the pre-rinse phase, we recommend flushing the system with sufficient amounts of 110ºF to 120°F water. Also, do not re-circulate this rinse water (divert it to a drain), and keep flushing until the rinse water is clear.
At the time of our visit, this dairy wasn’t running enough water through the system for an adequate pre-rinse, plus they were rinsing with 95°F water. Typically, if the flush water is too cool, it can redeposit milk components.
Because this dairy wasn’t set up correctly to get an adequate pre-rinse, the producer increased the amount of detergent to clean the equipment. This cost him more money, plus increased the potential for groundwater contamination and system damage, including discoloration of stainless steel and damage to plastic and rubber components.
Cleaning phase
In the cleaning phase, we noticed that the water was still very cloudy, and we could still see the same milk deposit line. Cleaners should perform four basic functions to keep soils in suspension until evacuation:
1. Penetrate soil
2. Lift soil from a surface
3. Break up soil into small particles
4. Saponify (decompose) fatty acids
These steps usually require a minimum of 20 to 25 proper slugs in the system and correct water temperatures throughout the wash cycle. Water at the end of the cycle must be a minimum of 120°F – on most farms that means starting temperatures need to be approximately 160°F.

See Photo 2 (page 79) of the empty receiving jar (after a complete wash cycle). You can still see the milk deposit line, indicating that this producer’s cleaners did not accomplish the four basic functions. Was the problem the cleaner, the time spent cleaning or the water temperature?
On this farm, it was a combination of all those things. Typically, alkaline cleaners are used to remove residual milk and to help prevent milkstone buildup. It’s important to use the proper concentration of the chlorinated alkaline cleaner for washing – a weak solution will not clean properly and may leave a film of fat on equipment surfaces. If this occurs, you may see water beading on the surface.
Too strong a solution can corrode, deteriorating rubber hoses, inflations and gaskets. This producer was using too weak a solution with cooler water temperatures than we recommend. Plus, he wasn’t giving his detergent enough time to work, as we counted less than 20 slugs in the system.
The challenge didn’t stop there

Next, we checked the probes in the receiver jar, valves, corners, flow sensors, hoses, sanitary traps, tops and bottoms of weigh jars and more. We found more milk deposit in the moisture trap – see Photo 3 . Left over from the pre-rinse and cleaning phases, the milk redeposited in the moisture trap.
We also noticed buildups in the milk meters and takeoff sensors. This equipment is often tough to clean because of their smaller components and the fact that it’s difficult to get adequate fluid to flow through them.
Expecting different results
Sadly, here’s where my story ends. No happy conclusion this time. We’re not sure why this producer chose to go on using the same old CIP program, continuing to get the same poor results. It must be a very complicated situation.
We’ll continue to check in on this herd, because we are sure we can help this producer. Also, remember my dad telling me to get my line back in the water … hopefully “the one that got away” this past June soon becomes the one with trophy results. PD

Ron Robinson
VP Business Development
A&L Laboratories
RonR@AandL-Labs.com




