A key dairy nutritionist asked us to conduct a TMR audit for two reasons: First, to determine what, if any, factors might be limiting the lactation herd’s feeding system and, second, for insights on further improving the feeding management. The nutritionist had seen the results of previous TMR audits and knew the producer would welcome fine-tuning from a second set of eyes.

The rolling herd average of the 350-plus Holsteins was 23,550 pounds. The dairyman did all or most of the feeding.
His mixer wagon was a pull-type vertical, twin-auger wagon with relatively sharp blades and kicker plates that were in good condition.

Feed mixing took place in four areas:
- Feed center with storage for large alfalfa squares and commodities
- Area with plastic bags of alfalfa haylage
- Area for adding water
- Area with plastic bags of corn silage
The loading sequence consisted of:
- Large alfalfa squares
- No pause for processing the hay
- Commodities
- A move to the haylage bags
- Haylage
- A move to the water
- Water
- A final move to the corn silage bags
- Several buckets of corn silage
- Very little mix time after the last bucket of silage was added

The owner loaded ingredients using a skid-steer loader and had a driver for the tractor and wagon.

Testing
We tested three loads of total mixed ration (TMR). The formula remained the same, but the combinations of mixing time differed, along with the forage restrictor settings which help process the hay.
Ten quart-sized samples per load were taken along the bunk for Penn State shaker box analyses.
The shaker box analysis showed that the wagon did a very nice job of mixing. However, we saw cows sorting against the long-stem hay and noticed clumps of hay in the freshly delivered TMR.
The clumps indicate that the hay was not well processed and blended into the TMR. (See Picture 1 above right.) This is a problem the Penn State shaker box would not show, but that visual observation can catch.
Findings
The tests indicated that the forage restrictors could be set in and the TMR mixed for an additional three minutes after the addition of the last bucket of corn silage (Step 10) without reducing the top screen in the Penn State shaker box.
In other words, the additional mix time, along with the forage restrictor set in, would not negatively affect the rumen health of the cows. This small step-wise change in the mixing routine gave the producer confidence in the recommendations.
We also recommended loading the entire daily requirement for alfalfa squares into the wagon and processing the alfalfa hay until the average particle length was around six inches. The processed hay is then unloaded onto the feeding pad prior to starting the loading of the TMR ingredients.
This was a significant change in the owner/feeder’s routine, and the results proved to be beneficial. Now the mixing and loading of each TMR load is more consistent on timing and weights are more accurate when loading processed hay. By reducing variation in TMR loading and mixing times, the delivery times to the pens of cattle are more consistent, too.
Bottom line
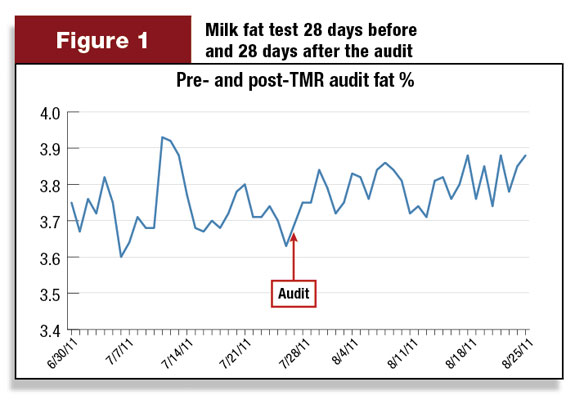
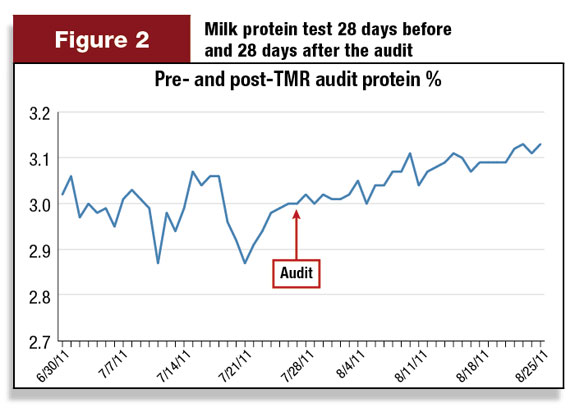
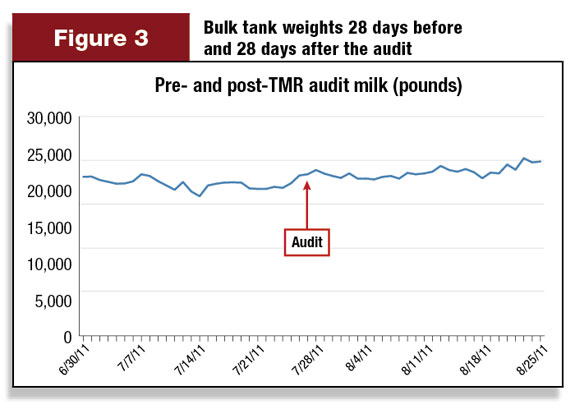
As the dairyman followed our recommendations, changes in milk production and components occurred almost immediately. (See Figures 1, 2 and 3.)
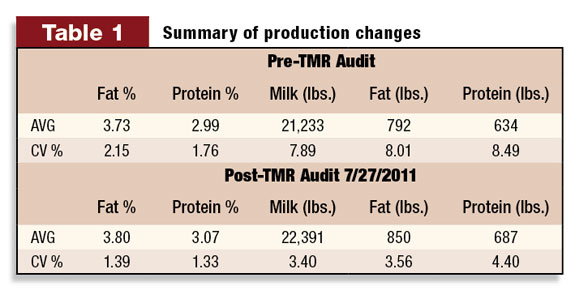
Milk production began climbing with less variation in the bulk tank weights. This is shown by the decrease in the coefficient of variation (CV percentage) (standard deviation divided by the average times 100) for milk from 7.8 percent to 3.4 percent.
(See Table 1 below right.)
Milk production in the bulk tank changed by 1,158 pounds during the 28 days following the audit and continued up. (See Figure 3.) The milk fat test increased 0.07 units.
The milk protein test increased 0.08 units during the 28 days following the audit. The consistency in these two components improved as shown by the decreases in the CV percentage in Table 1 and by the smoother line graphs after the audit in Figures 1 and 2.
Our company has conducted several hundred TMR audits across the U.S. since January 2008. Many outcomes are similar to this one.
With other outcomes, milk production remains constant, but the efficiency of the herd’s feeding operation improves for reduced feed shrink, fuel and labor costs. PD
Tom Oelberg has a Ph.D. in dairy nutrition from Ohio State University and is employed by Diamond V as a dairy technical service specialist based in Minnesota. Click here to reach Tom for more information.
PHOTO 1:The freshly delivered TMR contained clumps of alfalfa hay. (1)
PHOTO 2:Alfalfa squares were processed in a twin-auger mixer. (2)
PHOTO 3:The forage restrictor is set out so forage processing is reduced. (3)
PHOTO 4:Visual results of Penn State shaker box. (4) Photos courtesy of Tom Oelberg.